固然激光打标和激光雕镂都是操纵激光在资料上面前目今擦不掉的印记,可是激光雕镂使资料蒸发,而激光打标则使资料融化。资料外表的融化会扩大,构成深度为80µm的沟槽,改变资料的粗拙度,并且在资料外表构成口角对照。下文中,咱们将具体会商激光打标构成的口角对照的影响身分。
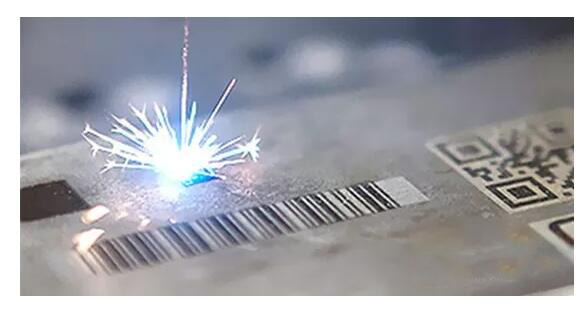
图1:激光束感化到资料外表的实拍图。
激光打标的三步骤
(1)激光束感化于资料外表(见图1)。激光打标或激光雕镂的配合点是,激光束是脉冲的,也便是说,激光体系会在特定时候距离内输入一个脉冲。一台100W的激光器每秒能输入10万个脉冲。是以,能够计较出单脉冲的能量为1mJ,峰值功率可达10kW。
要节制感化到资料上的激光能量,就要调理激光器的参数。在这类利用中,最首要的参数是扫描速率和扫描间距,因为这两个参数决议了感化在资料上的相邻脉冲的距离。相邻脉冲距离越近,资料接收的能量就越多。
比拟于激光雕镂,激光打标须要的能量比拟小,是以扫描速率比拟快。在决议挑选激光雕镂仍是激光打标工艺时,扫描速率是一个关头的决议性参数。
(2)资料接收激光能量。激光感化到资料外表后,大局部激光能量被资料外表反射,只要一局部能量被资料接收并转化为热量。激光打标只须要接收能量用来融化资料,而激光雕镂则须要接收更多的能量以使资料蒸发。
一旦接收的能量转化为热量,资料的温度就会回升。到达熔点时,资料外表就会融化,发生形变。
对波长为1064nm的激光,铝的接收率为5%,而钢的接收率达30%以上。是以,大师能够会以为钢更轻易被打标,但现实并非如斯。咱们还必须斟酌资料的其余物理特征,比方资料的熔点(见表1)。
表1:资料的熔点
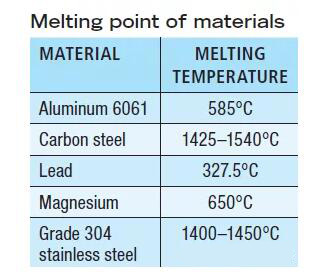
materials:资料
meltingtemperature:熔点
(3)资料外表发生局域收缩,粗拙度改变。当资料在几毫秒的时候内融化和冷却时,资料外表的粗拙度会发生变更,构成永远性标记,标记内容包含编码、标记或图形等(见图2)。

图2:激光打标表示图,资料外表粗拙度的变更,构成永远性标记。
在资料外表标记差别的图案,还会引发资料色彩的变更。对高品质的激光打标,红色和玄色供给了最好的对照度:
当粗拙的外表对入射光发生漫反射时,外表呈红色。
当粗拙的外表对入射光大局部都接收时,外表呈玄色。
激光雕镂时,高能量密度激光脉冲感化到资料外表,激光能量改变成热量,使资料间接从固态变成气态,发生升华,去除资料表层。
挑选激光打标仍是激光雕镂?
领会了激光打标和激光雕镂的区分后,咱们此刻来会商按照哪些参数来鉴定挑选哪种加工工艺。这里首要斟酌三个参数,它们别离是耐磨性、加工速率,和资料及其相容性。
(1)耐磨性
激光雕镂比激光打标的穿透水平更深。若是被标记的工件须要在磨损的情况中操纵,或须要颠末后处置,如外表喷砂、喷丸加工、电泳漆或热处置等,那末就荐推操纵激光雕镂工艺(见图3)。

图3:激光雕镂能穿透外表更深,对易磨损的部件,保举操纵激光雕镂工艺。
(2)加工速率
比拟于激光雕镂,激光打标因为穿透资料外表的深度更小,是以加工速率更快。若是打标件的操纵情况不会引发标记的磨损,比方用于家用电器、电子装备、促销品或珠宝标记,倡议操纵激光打标。如许,既能进步加工速率,标记的耐磨性也能知足利用须要(见图4)。
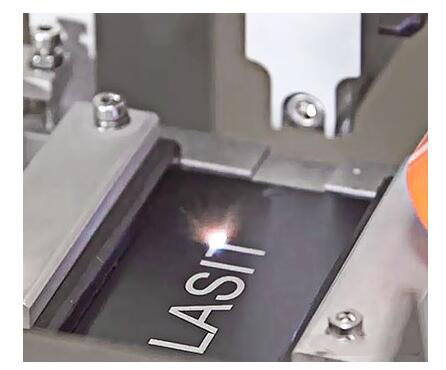
图4:激光打标因为穿透资料外表深度更小,是以比拟激光雕镂耗时更少,jiag速率更快。
(3)资料及其相容性
上文已提到,激光打标使资料融化发生轻细的高低,而激光雕镂会使资料间接气化发生凹槽(见图5)。因为激光雕镂须要充足的激光能量,使资料到达升华温度,在几毫秒的时候内蒸发掉(气化),是以激光雕镂并不是在一切资料上都能完成。
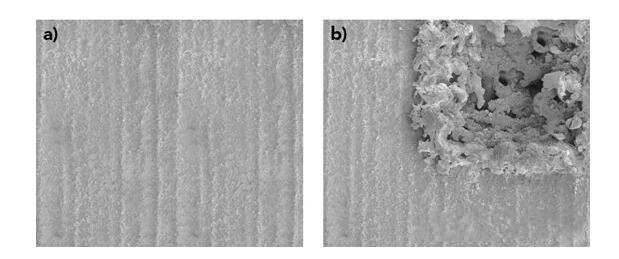
图5:激光雕镂前后的外表对照图。
另外,激光雕镂装备还须要装备适合的排风体系。LASIT公司给激光雕镂机特地设想了排气电扇,以最大限制地掩护情况和激光器。
以上咱们较周全地先容了激光雕镂和激光打标的区分,用户能够按照须要挑选适合的加工工艺。